Kruhový pletací stroj střední tloušťky 14-28 palců

Funkce
Díky humanizovanému a krásnému aerodynamickému designu je výška kruhového pletacího stroje střední velikosti vhodná pro obsluhu, aby dobře vykonávala svou práci, a my jsme zdůraznili snadnou obsluhu. Výměna vaček, jehel a dalších součástí je snadná pod naším profesionálním vedením. Jeho výhodou je úspora času chyb a zajištění efektivní výroby.
S válcem používajícím speciální hliníkovou slitinu, která je vyrobena z leteckého materiálu, je lehčí a připraven pro vysokou rychlost a výborně šetří čas chlazení. Také vzhled kruhového pletacího stroje střední třídy je nadstandardní.
Díky speciálnímu závěsnému podávání příze na kruhovém pletacím stroji střední tloušťky je vodítko příze a lycra uchycení ve stabilnější poloze. To efektivně zajišťuje vysokou rychlost výroby stroje a udržuje trvale dobrou kvalitu látky.
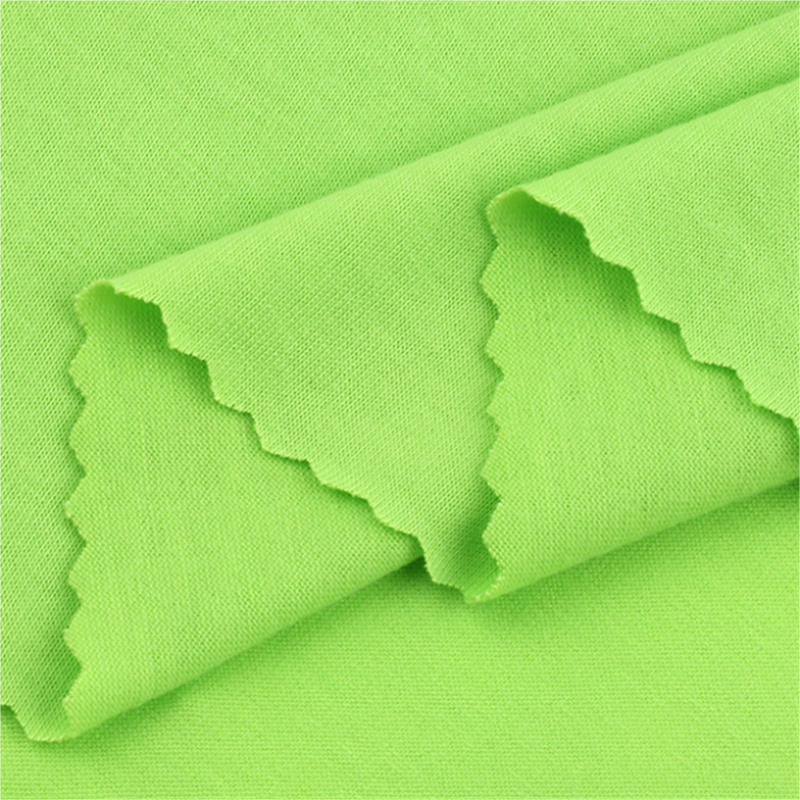
Vzorek látky
Kruhový pletací stroj střední tloušťky používá široce používané materiály pro tkaní bavlněné příze, polyesterové a TC příze. Změnou uspořádání vaček lze plést různé tkaniny z jednoduchého nebo dvojitého žerzeje, jako je jednoduchý žerzej ze spandexu, jednostranný fleecový materiál z polyesteru/bavlny, barevný žerzej, ale také může vyrábět jednoduché a síťované látky atd.



PODROBNOSTI
Na osnovní cívnici kruhového pletacího stroje střední tloušťky je mnoho vřeten. V závislosti na šířce tkaniny a šířce ploché příze se používá stanovený počet osnovních nití. Než osnovní příze vstoupí do kruhového pletacího stroje střední tloušťky, je osnovní příze protažena hnědým rámem osnovní příze a člunek útkové příze je protažen. V otvoru je osnova krouživým pohybem protahována osnovou a je tkána do trubicové tkaniny. Kruhový pletací stroj střední tloušťky má několik člunků a několik útkových nití je tkáno současně.
V počátcích byly domácí kruhové tkalcovské stavy výhradně dovážené, ale v 90. letech 20. století se tato situace postupně změnila. V mé zemi se poprvé zrodily kruhové tkalcovské stavy s nezávislými právy duševního vlastnictví a v roce 1991 byly postupně uvedeny na trh kruhové tkalcovské stavy druhé, třetí a čtvrté generace. V srpnu 2000 byl úspěšně vyvinut první desetičlunkový super kruhový tkalcovský stav na světě, SPCL-10, který integroval řadu pokročilých technologií. /6000, kruhový tkalcovský stav páté generace, a poté v lednu 2005 byl zroden a dodán uživatelům první dvanáctičlunkový super plastový kruhový tkalcovský stav na světě. O čtyři roky později, v listopadu 2009, byl objednán obrovský šestnáctičlunkový plastový kruhový tkalcovský stav na světě SPCL-16/10000. Doposud se úroveň kruhových pletacích strojů střední třídy v mé zemi stabilně řadí na přední světovou úroveň.
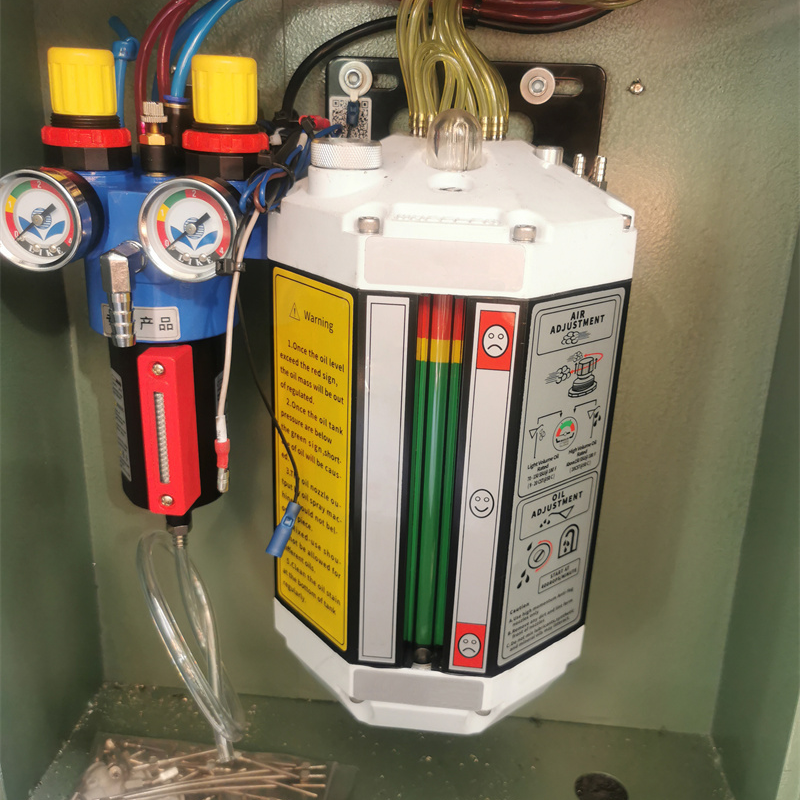
1. Snímač útku: Pravidelně čistěte kryt detektoru (jednou za čtyři hodiny). Pokud je v provozu okrouhlý pletací stroj střední tloušťky nitě, ujistěte se, že bílé světlo vždy svítí. Detektor je navržen na principu infračervených paprsků. Oslňující světlo ovlivňuje výkon senzoru. Snažte se zůstat co nejvíce v blízkosti stroje. Používejte pouze cívky s denním světlem, pokud je povrch vřetena lesklý, detektor nemusí fungovat přesně, vyhněte se používání hliníkových nebo černých cívek, černá příze znefunkční detektor.
2. Snímač přetržení útku: Za normálního provozu kruhového tkalcovského stavu, když se útková nit přetrhne v důsledku vnější síly, senzor detekuje signál a vyšle jej do řídicí jednotky, která kruhový tkalcovský stav zastaví. Pokud se útková nit přetrhne, stroj se nemůže automaticky zastavit: Posuňte stroj do kroku, nechte vodicí trubici příze jednoho z člunků běžet pod senzorem a ručně a rychle přetrhněte útkovou nit tak, aby se ocelová kulička dostala do detekčního rozsahu senzoru. Pokud červená kontrolka senzoru nesvítí, upravte polohu senzoru, dokud se červená kontrolka nerozsvítí, nebo senzor vyměňte.
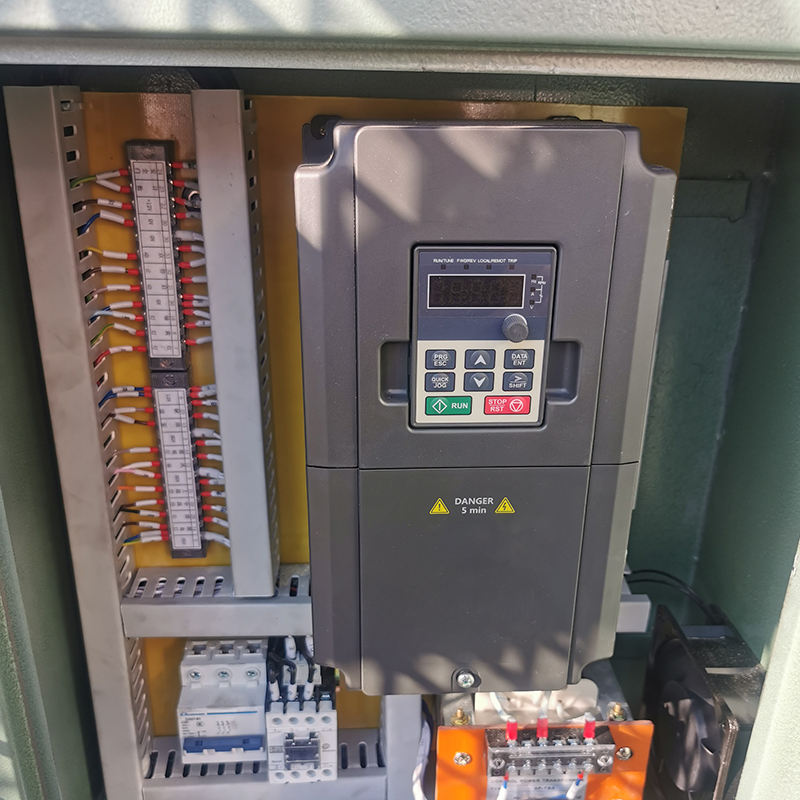
3. Senzor detekce hlavní rychlosti: Pokud je během normálního provozu kruhového pletacího stroje střední velikosti rozsah převodu frekvence zvyšování velký, je možné, že senzor kvůli vibracím nezachytil detekci otáčení hlavního motoru. V tomto případě je nutné upravit polohu senzoru tak, aby jeho hlava byla zarovnána s ozubenou deskou, a poté sledovat zvýšení převodní frekvence. Pokud se pohybuje v malém rozsahu, stačí to. Pokud nelze dosáhnout požadovaného efektu ani po několika úpravách, vyměňte senzor.
4. Zvedněte detekční senzor: Pokud rozhraní člověk-stroj nedokáže přesně zaznamenat výstup, zkontrolujte, zda je zapojení správné. Pokud je zapojení správné, upravte polohu senzoru, spusťte stroj a sledujte, zda kontrolka bliká. Pokud nebliká, zvažte výměnu senzoru. Kruhový pletací stroj střední tloušťky








Kategorie produktů
-

Dvojitý jersey nahoru a dolů počítačový přenosový jack...
-

Dvojitý žakárový počítačový kruhový pletací...
-

Kruhový pletený stroj s jednoduchým žerzejovým počítačovým žakárovým...
-

Korálový fleecový dvojitý žerzejový kruhový pletený...
-

Kruhový pletený knoflík z umělé kožešiny a norkového sametu s dvojitým žerzejem...
-

Dvojitý žerzejový propletený kruhový pletený...